全国统一服务热线
136-1515-5909
全国统一服务热线
136-1515-5909

江苏省盐城市亭湖区新洋街道大寨河路18号


传真:0515-88522622
————网址:www.thedollarsoldier.com
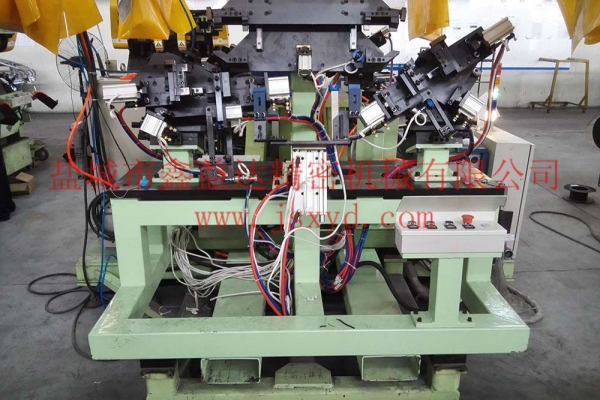
焊接工装夹具及其在生产中的运用
焊接工装夹具就是将焊件准确定位和可靠夹紧,便于焊件进行装配和焊接、保证焊件结构精度方面要求的工艺装备。在现代焊接生产中积极推广和使用与产品结构相适应的工装夹具,对提高产品质量,减轻工人的劳动强度,加速焊接生产实现机械化、自动化进程等方面起着非常重要的作用。
在焊接生产过程中,焊接所需要的工时较少,而约占全部加工工时的2/3以上的时间是用于备料、装配及其他辅助的工作,极大的影响着焊接的生产速度。为此,必须大力推广使用机械化和自动化程度较高的装配焊接工艺装备。
焊接工装夹具的主要作用有以下几个方面:
(1)准确、可靠的定位和夹紧,可以减轻甚至取消下料和划线工作。减小制品的尺寸偏差,提高了零件的精度和可换性。
(2)有效的防止和减轻了焊接变形。
(3)使工件处于最佳的施焊部位,焊缝的成型性良好,工艺缺陷明显降低,焊接速度得以提高。
(4)以机械装置代替了手工装配零件部位时的定位、夹紧及工件翻转等繁重的工作,改善了工人的劳动条件。
(5)可以扩大先进的工艺方法的使用范围,促进焊接结构的生产机械化和自动化的综合发展。
夹具设计的基本要求
(1)、工装夹具应具备足够的强度和刚度。夹具在生产中投入使用时要承受多种力度的作用,所以工装夹具应具备足够的强度和刚度。
(2)、夹紧的可靠性。夹紧时不能破坏工件的定位位置和保证产品形状、尺寸符合图样要求。既不能允许工件松动滑移,又不使工件的拘束度过大而产生较大的拘束应力。
(3)、焊接操作的灵活性。使用夹具生产应保证足够的装焊空间,使操作人员有良好的视野和操作环境,使焊接生产的全过程处于稳定的工作状态。
(4)、便于焊件的装卸。操作时应考虑制品在装配定位焊或焊接后能顺利的从夹具中取出,还要制品在翻转或吊运使不受损害。
(5)、良好的工艺性。所设计的夹具应便于制造、安装和操作,便于检验、维修和更换易损零件。设计时还要考虑车间现有的夹紧动力源、吊装能力及安装场地等因素,降低夹具制造成本。
夹具体是夹具的基本件,它既要把夹具的各种元件、机构、装置连接成一个整体,而且还要考虑工件装卸的方便。因此,夹具体的形状和尺寸主要取决于夹具各组成件的分布位置、工件的外形轮廓尺寸以及加工的条件等。在设计夹具体时应满足以下基本要求。
①、具有足够的强度和刚度。
②、结构简单、轻便,在保证强度和刚度前提下结构尽可能简单紧凑,体积小、质量轻和便于工件装卸。
③、安装稳定牢靠。
④、结构的工艺性好,便于制造、装配和检验
⑤、尺寸要稳定且具有一定精度。
⑥、清理方便。
夹具体毛坯制造方法的选择 综合考虑结构合理性、工艺性、经济型、标准化以及各种夹具体的优缺点等,选择夹具体毛坯制造方法为铸造夹具体;
夹具体的外形尺寸 在绘制夹具总图时,根据工件、定位元件、夹紧装置及其辅助机构在总体上的配置,夹具体的外形尺寸便已大体确定。然后进行造型设计,再根据强度和刚度要求选择断面的结构形状和壁厚尺寸。夹具体的壁厚20mm,长度326mm,宽度128mm;根据设计要求,夹具体上设计有螺孔、销孔,并且要求定位定位器和夹紧器的销孔在装配时配作。
定位方式及元器件选择
定位器的作用是要使工件在夹具中具有准确和确定不便的位置,在保证加工要求的情况下,限制足够的自由度。
工件的定位原理
自由物体在空间直角坐标系中有六个自由度,即沿OX,OY,OZ三个轴向的平动自由度和三个绕轴的转动自由度。要使工件在夹具体中具有准确和确定不变的位置,则必须限制六个自由度。工件的六个自由度均被限制的定位叫做完全定位;工件被限制的自由度少于六个,但仍然能保证加工要求的定位叫不完全定位。在焊接生产中,为了调整和控制不可避免产生的焊接应力和变形,有些自由度是不必要限制的,故可采用不完全定位的方法。在焊接夹具设计中,按加工要求应限制的自由度而没有被限制的欠定位是不允许的;而选用两个或更多的支撑点限制一个自由度的方法称为过定位,过定位容易位置变动,夹紧时造成工件或定位元件的变形,影响工件的定位精度,过定位也属于不合理设计。
①、以工件的平面为基准进行定位时,常采用挡铁、支撑钉进行定位
②、工件以圆孔内表面为基准进行定位时常采用销定位器
③、工件以圆柱外表面为基准进行定位时常采用V形铁定位器
④、利用以定位工件的轮廓对被定位工件进行定位可采用样板定位器
夹紧方式及元器件选择
夹紧机构的三要素是夹紧力方向的确定、夹紧力作用点的确定、夹紧力大小的确定。
对夹紧机构的基本要求如下:
①、夹紧作用准确,处于夹紧状态时应能保持自锁,保证夹紧定位的安全可靠。
②、夹紧动作迅速,操作方便省力,夹紧时不应损害零件表面质量
③、夹紧件应具备一定的刚性和强度,夹紧作用力应是可调节的。
④、结构力求简单,便于制造和维修。
主要零件设计的说明
1、夹具体
综合考虑了结构合理性、工艺性、经济型、标准化以及各种夹具体的优缺点等,选择夹具体毛坯制造方法为铸造夹具体;考虑到定位的精确度,要求定位定位器和夹紧器的销孔在装配时配作;考虑到焊件小,夹具体的强度要求以及夹具体的结构要求,没有在夹具体上设计加强筋。
2、压板
考虑到定位锥头销钉需垂直取出焊件才能保证顺利脱离焊件,在压板下边设置了弹簧;考虑到对螺母M6和喇叭支座的组件的定位,在压板上开了凹槽起到定位作用;考虑到快速并顺利取出焊件,将压板设计成可退式压板。
3、插销机构主体
插销机构主体作为插销的支座,考虑到发动机衬管两件之间距离小,将两个插销的插销机构主体做成一体;并且为了保证发动机衬管两件中心线的距离和平行度将在设计一体的插销机构主体的插销孔时要求两孔中心线的距离和平行度。
4、快撤式螺旋夹紧器件
同插销机构主体一样,快撤式螺旋夹紧器件主体也做成一体并且要求两孔中心线的距离。
快撤式螺旋夹紧器件工作过程:螺母套筒不直接固定在主体上,而是以它外圆上的L形槽沿着主体上的定位销来回移动;工件装入后推动手柄使螺母套筒连同螺栓快速接近工件;转动手柄使定位销进入螺母套筒的圆周槽内,螺母不能轴向移动,再旋转螺栓便可夹紧工件;卸下焊件时,只要稍松螺栓,再用手柄转动螺母套筒使销钉进入螺母套筒外圆的直槽位置,便可快速撤回螺栓,取出焊件。
工装设计的质量,对生产效率、加工成本、产品质量以及生产安全等有直接的影响,为此,设计焊接工装时必须考虑实用性、经济性、可靠性、艺术性等。
在机械设计和制造过程中,普遍存在尺寸链问题。在把零件组装成机器的过程中,也就是将零件上有关的尺寸进行组合和积累。由于零件尺寸存在制造误差,因此装配时也就会有误差的综合和积累。累积后形成的总误差将会影响机器的工作性能和质量。这就形成了零件的尺寸误差和综合误差之间的相互影响关系。设计工装夹具也不例外。合理地确定零件的尺寸公差和形位公差显得很重要。
136-1515-5909
手机网站

微信客服
 在线咨询
在线咨询