全国统一服务热线
136-1515-5909
全国统一服务热线
136-1515-5909

江苏省盐城市亭湖区新洋街道大寨河路18号


传真:0515-88522622
————网址:www.thedollarsoldier.com
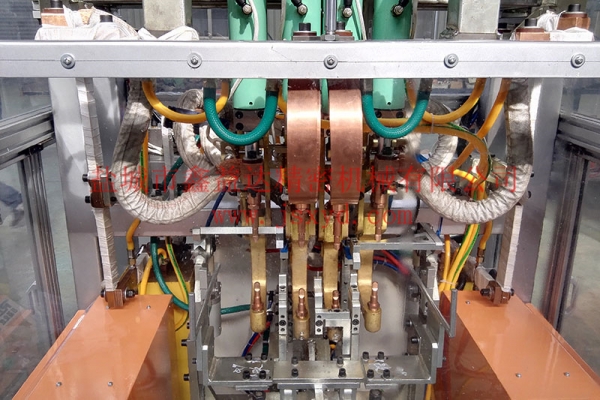
1.多工位法
基本原理:通过一次装夹多个工件,达到缩短单位装夹时间,延长刀具有效切削时间的目的。多工位夹具即拥有多个定位夹紧位置的夹具。
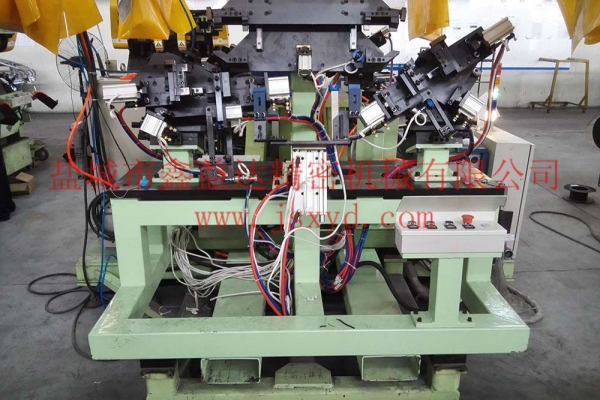
随着加工中心的发展和用户提高生产效率的需要,现在多工位夹具的应用越来越多。在液压/气动夹具、组合夹具、电永磁夹具和精密组合平口钳的结构设计中多工位设计越来越普遍。
2.成组使用法
将相同的几个夹具放在同一工作枱使用,同样可以实现“多工位”装夹的目的。这种方法所涉及的夹具一般应经过“标准化设计、高精度制造”,否则难以达到数控机床工序加工的要求。
3.局部快换法
局部快换法是通过对加工中心夹具的局部(定位元件、夹紧元件、对刀元件和引导元件)进行快速更换,达到迅速改变夹具功能或使用方式的目的。
例如:快换组合平口钳,可以通过快速更换钳口实现装夹功能的改变,比如由装夹方料转变成装夹棒料;也可以通过快速更换夹紧元件实现夹紧方式的改变,比如由手动夹紧转变成液压夹紧。局部快换法大幅缩短了更换及调整夹具的时间,在小批量生产中优势较为明显。
136-1515-5909
手机网站

微信客服
 在线咨询
在线咨询